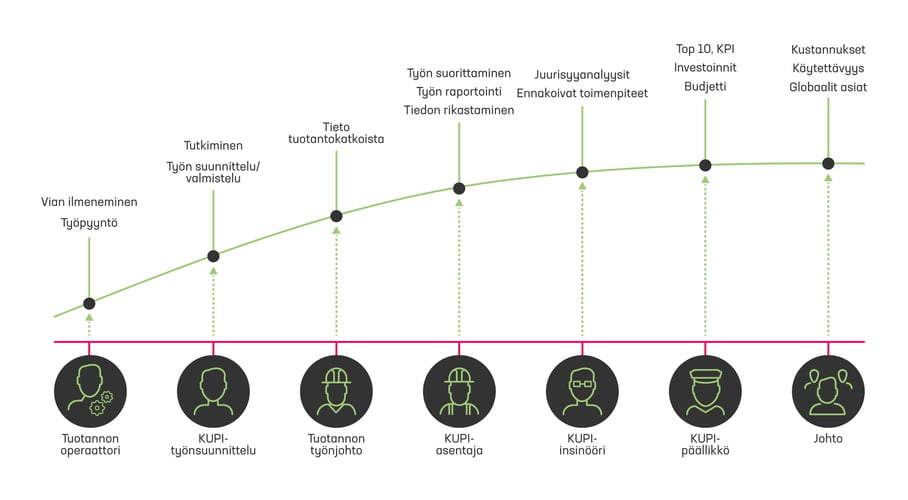
Kunnossapidon data rikastuu asteittain matkalla asentajan tehtävälistalta kunnossapitopäällikön tai tehtaanjohtajan työpöydälle. Jokaisella toimijalla onkin oma merkittävä roolinsa tapahtumien ja merkintöjen ketjussa.
Luotettava kunnossapitojärjestelmä on tehokkaan ja toimivan kunnossapidon ydin. Järjestelmän käyttäjäkunnan muodostavat yrityksen oma kunnossapito- ja huoltohenkilöstö, tuotannon työntekijät sekä mahdollisesti kunnossapidon alihankkijat kumppaniportaalin kautta.
→ Lue lisää: Kohti huippusuorituskykyistä teollisuuden kunnossapitoa
Samat käyttäjät vastaavat suurelta osin myös uuden tiedon tuottamisesta järjestelmään sekä tiedon rikastamisesta kohti visuaalista ja selkeää informaatiota päätöksenteon tueksi. Jokaisella toimijalla onkin oma merkittävä roolinsa tapahtumien ja merkintöjen ketjussa. Tieto rikastuu asteittain matkalla asentajan tehtävälistalta kunnossapitopäällikön tai tehtaanjohtajan työpöydälle saakka. Jokainen ketjun vaihe ja yksittäinen prosessi nostaa tiedon arvoa ja edellyttää edellisen vaiheen onnistumista: ilman kentältä tulevaa riittävän yksityiskohtaista ja laadukasta dataa päivittäisjohtaminen ja päätöksenteko on haastavaa tai liki mahdotonta.
Yksittäisistä kirjauksista kohti laadukasta päivittäisjohtamista
Tuotannon operaattorit
Tuotannon operaattorit ovat kunnossapidon tärkein tuki. Jatkuvasti konetta operoivat ja tarkkailevat operaattorit tuottavat työpyyntöinä ja vikailmoituksina arvokasta dataa ja havaintoja kunnossapidolle. Ideaalitilanteessa tuotannon operaattori havaitsee vian tai poikkeaman ennen kuin se aiheuttaa ongelmia.
Järjestelmän avulla voidaan kerätä talteen arvokasta dataa jo alkavista vioista. Toiminnan kehittämisen ja organisaation oppimisen näkökulmasta on tärkeä saada tieto siitä, kuinka vika on havaittu ja mitä poikkeavaa on huomattu. Näin voidaan oppia ennakoimaan vikaantumisia entistä kattavammin.
Työnsuunnittelija
Työnsuunnittelija tekee työlle esisuunnittelun tilanteen niin salliessa. Analyysi tehdään tuotannon ilmoittamien tietojen perusteella ja/tai paikan päällä tilanteeseen perehtyen. Onnistunut työnsuunnittelu lyhentää olennaisesti varsinaiseen työn suorittamiseen kuluvaa aikaa.
Työnsuunnittelija arvioi tarvittavat resurssit ja niiden saatavuuden, mahdollisesti tarvittavat nimikkeet sekä tarpeen ulkopuoliselle osaamiselle/resurssille. Tärkeää on myös informoida tuotantoa kunnossapitotyön mahdollisista vaikutuksista.
Työnsuunnittelu tulee tehdä järjestelmän työmääräimille, jolloin voidaan myös helposti arvioida sen onnistumista: verrataan arvioituja resurssi- ja materiaalitarpeita sekä arvioitua tuotantokatkoaikaa toteutumaan. Jos niiden välillä on merkittäviä eroja, on säännönmukaisesti arvioitava mistä erot johtuvat ja miten työnsuunnittelua voidaan tarkentaa jatkossa.
Kunnossapidon asentaja
Kunnossapidon asentajalle työ tulee ideaalitilanteessa valmiiksi suunniteltuna. Hänen tehtävänsä onkin tällöin edetä työnjohdon tai -suunnittelun valmiiksi tekemän suunnitelman mukaisesti: tutustua lähtötilanteeseen sekä käynnistää tarvittavat korjaustoimenpiteet. Kunnossapidon asentajan tärkein prioriteetti on saada vikaantunut kone mahdollisimman nopeasti takaisin tuotantoon, jotta menetetty tuotantoaika kerrannaisvaikutuksineen jää mahdollisimman lyhyeksi.
Asentajalla on myös merkittävä rooli kunnossapitojärjestelmään tehtävien kirjausten portinvartijana: yksityiskohtaiset huomiot viasta sekä tehdyistä toimenpiteistä ovat kuin kunnossapidon peruskallio. Luotettavia päätöksiä voidaan tehdä vain, jos järjestelmään tehdään riittävän paljon ja riittävän laadukkaita merkintöjä. Laadukas kunnossapitojärjestelmä ohjaa ja auttaa asentajaa raportoimaan tarvittavat tiedot mahdollisimman selkeästi ja mahdollisimman pienellä viiveellä silloin, kun asia ja tehdyt ratkaisut ovat vielä tuoreena mielessä.
Kehitysinsinööri
Tehtyjen merkintöjen pohjalta kehitysinsinööri (kunnossapitoinsinööri tmv.) pyrkii analysoimaan ja ymmärtämään ongelmien todellisia taustoja. Juurisyyanalyysin avulla selvitetään mistä raportoitu vika johtui, miksi näin kävi ja olisiko vikaantuminen voitu estää.
Kohti kunnossapidon kokonaiskuvan hallintaa
Operatiivisten kunnossapidon tehtävien jälkeen data siirtyy ylätason seurantaan, eikä yksittäisten töiden tai tehtävien yksityiskohtiin enää puututa kuin tarvittaessa.
Kunnossapitopäällikkö
Kunnossapitopäällikkö (tekninen päällikkö tmv.) seuraa kunnossapidon kokonaiskuvaa, kunnossapidon mittareita ja tunnuslukuja. Kunnossapitopäällikköä saattaa kiinnostaa esimerkiksi se, aiheuttaako joku tietty kone tai laite jatkuvasti ongelmia ja voidaanko se peruskorjata vai edellyttääkö tilanne koko laitteen uusimista.
Koneinvestoinnit ovat kalliita ja analyysin taustalle tarvitaan riittävästi dataa. Raportit eivät ole luotettavia, jos edellisissä vaiheita ei ole hoidettu riittävän systemaattisesti ja tarkasti.
Kunnossapidon mittareiden kautta varmistetaan, että kunnossapidon kehitys menee oikeaan suuntaan. On olennaista, että seurataan lyhyen ja pitkän tähtäimen mittareita ja reagoidaan nopeasti mahdollisiin poikkeamiin. Tässä korostuu mahdollisimman reaaliaikaisen kunnossapitodatan merkitys.
Ylin johto
Ylintä johtoa kiinnostaa tekninen käytettävyys ja kunnossapitoon käytetyt eurot: miten tehokkaasti kunnossapitoa tehdään rahalla, joka siihen on varattu ja saadaanko käytetyille euroille vastinetta. Tässä apuna ovat mm. Power BI -raportit, joista nähdään esimerkiksi kunnossapidon tuottavuusvaikutus vertaamalla kunnossapitoon käytettyjä euroja kunnossapidon tunnuslukujen kehitykseen.
Jos voidaan esimerkiksi osoittaa, että keskimääräistä vikaantumisväliä pystytään kasvattamaan tai tuotantokatkoja aiheuttavia vikaantumisia vähentämään, voidaan todeta, että kunnossapidossa tehdään oikeita asioita ja panos-tuotos -suhde on hyvä. Isoissa konserneissa kuvaan astuu vielä globaali näkymä: luotettavan datan avulla on mahdollista seurata ja vertailla eri tehtaiden toimintaa.
Pohdittavaksi
- Tukeeko käytössä oleva järjestelmä riittävän tehokkaasti kunnossapidon prosesseja ja kehittämistä? Luotettava kunnossapitojärjestelmä on tehokkaan ja toimivan kunnossapidon ydin.
- Hyödynnetäänkö kunnossapitojärjestelmään kertyvää dataa riittävästi?
Järjestelmään tehdyt kirjaukset eivät yksinään riitä jatkuvan parantamisen prosessissa. Kerättyä dataa tulee pystyä hyödyntämään niin, että se konkretisoituu toimintaan kehitysehdotuksina ja uusina toimintatapoina. - Onko datan analysointiin varattu riittävästi resurssia? Datan analysointi ja sen pohjalta tehtävä toiminnan kehittäminen jää usein päivittäisen tekemisen jalkoihin. Aikaa analysointiin ja raportointiin voi olla vaikea löytää. Visuaalinen esitystapa auttaa ymmärtämään kokonaiskuvan paremmin ja nopeammin arjessa hyödynnettäväksi.
Lue lisää
Blogi: Mitä tiedolla johtaminen tarkoittaa kunnossapidossa?
Blogi: Kunnossapidon mittarit tiedolla johtamisen välineenä
Opas: 4 vinkkiä ennakoivan kunnossapidon kehittämiseen
Teollisuuden kunnossapito - mitä, miten ja miksi?
