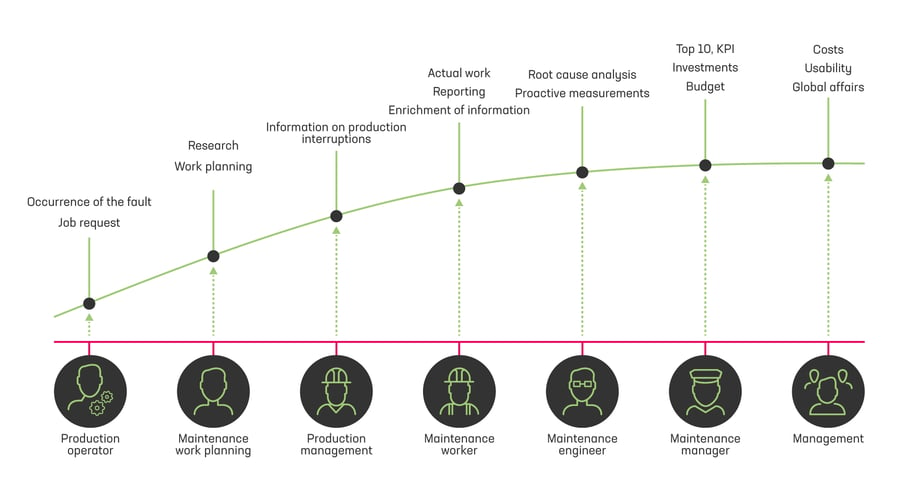
Maintenance data is enriched on its way from the technician’s task schedule to the desk of the maintenance manager or even the factory manager.
A reliable maintenance system is the core of efficient and functional maintenance operations. The system’s user base includes in-house maintenance and service personnel, production employees, and possibly maintenance sub-contractors via a partner portal.
The same users are largely responsible for the generation of new data in the system and for the enrichment of the data towards clear and visual information in support of decision-making.
Each supplier has its own important role to play in the chain of events and entries. Data is gradually enriched on its way from the technician’s task schedule to the desk of the maintenance manager or even the factory manager. Each link in the chain and every individual process increases the value of data and requires a successful preceding stage; without sufficiently detailed data and data of sufficient quality coming in from the field, daily management and decision-making becomes challenging or nearly impossible.
From Single Entries to Quality Daily Management
Production operators
Production operators are the most important support and source for maintenance. Constantly operating and monitoring their machines, operators generate valuable data and make valuable observations for maintenance in the form of job requests and fault reports.
In the ideal situation, a production operator will detect a fault or deviation before it causes any problems. The system can be used to collect valuable data from faults that are only just emerging. From the perspective of the development of operations and organisational learning, it is important to know how the fault was discovered and what kind of a deviation was detected. This will be of help in learning to pre-empt faults better than before.
Work planner
The work planner will draft a pre-plan for the job when the situation allows it. Analyses are done based on the information reported by production and/or by assessing the situation on location. Successful work planning will essentially shorten the time needed to carry out the actual work.
A work planner will estimate the needed resources and their availability, the possibly needed articles, and the need for external skills/resources. It is also important to notify production about the possible effects of maintenance.
Work planning should be done for the work orders in the system, so that its success can be easily evaluated: the estimated resources, material needs, and the estimated stoppage time are compared to the actually needed quantities and time. If there are significant discrepancies between them, their causes must be regularly evaluated, and suggestions must be made for how to improve the precision of work planning in the future.
Maintenance technician
The maintenance technician will ideally receive the maintenance job as fully planned. His task then is to progress according to the plan made by management or work planning: to get to know the initial state and to start the necessary repairs. The highest priority for the maintenance technician is to get the faulty machine back into production as soon as possible, so that the lost production time and its multiplier effects remain as short as possible.
The technician also plays an important gatekeeper role for the entries made into the maintenance system: detailed observations concerning faults and completed jobs are the foundation of maintenance operations. Reliable decisions can only be made if there is a sufficient number of sufficiently good entries in the system. A quality maintenance system will guide and assist the technician in the reporting of the necessary data as clearly and with as short a delay as possible when the issue and the implemented solutions are still fresh in the mind.
Development engineer
Based on the entries, the development engineer (maintenance engineer or similar) will try to analyse and understand the actual reasons for problems. A root cause analysis is carried out to determine what caused the reported fault, why it occurred, and whether it could have been prevented.
Focus is Shifted to Total Maintenance Management
After operative maintenance tasks, the data is transferred to higher level monitoring, and the details of individual jobs or tasks are not intervened in anymore without special reason.
Maintenance manager
The maintenance manager (technical manager or similar) will keep an eye on the total overview of maintenance: maintenance gauges and key figures. The maintenance manager may be interested in for example whether a certain machine or device is constantly causing problems and if it could be repaired or if it needs to be replaced altogether.
Machine investments can be costly, and sufficient data is needed for analyses. Reports are not reliable if the previous stages have not been completed sufficiently systematically and with the necessary precision. Maintenance gauges are used to ensure that maintenance operations are moving in the right direction. It is essential to monitor both short-term and long-term gauges and to react quickly to possible deviations. This highlights the importance of maintenance data that is as close to real time as possible.
Upper management
The upper management is interested in technical usability and the money spent on maintenance: how efficient is maintenance in terms of the money allocated to it and is the money worth the returns. Here, assistance can be received from e.g. PowerBi reports, which show for example the productivity effect of maintenance by comparing the money spent on maintenance with the trends of maintenance key figures.
If it can be demonstrated for example that the average fault interval can be increased or that faults causing unavoidable production stoppages can be reduced, it can be stated that maintenance is doing the right things and that the investment to returns ratio is good. In larger corporations, the global view enters the picture. Reliable data can be used to monitor and compare the operations of different facilities.
Things to think about:
- Does the current system support maintenance processes and development with sufficient efficiency? A reliable maintenance system is the core of efficient and functional maintenance operations.
- Are the data accumulating in the maintenance system utilised well enough?
Entries made into the system alone are not enough in the process of continuous improvement. The accumulated data must be utilised in a way that creates concrete development proposals and new ways of doing things. - Have enough resources been reserved for analysing the data? Data analysis and the development of operations based on it is often forgotten in favour of daily operations. It can be difficult to find the time for analysis and reporting. Problems and bottlenecks should be dealt with as quickly and easily as possible. Visual representation will help understand the big picture better and in a way that makes it actionable quicker in daily operations.
Read more
Novi by Pinja Maintenance System
Our best tips for daily maintenance management in a changing environment
